2015-12-03 康特威尔登特
前牙冠/ 桥牙体预备步骤
第一步 磨出深度指示沟
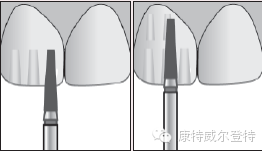
前牙切端的磨出量,取决于修复体的种类(贵金属烤瓷、非贵金属烤瓷、金沉积烤瓷、全瓷等)、被预备牙龈径的大小、牙体缺损的大小、覆牙合/ 覆盖的程度等因素,深度指示沟一般在1.5- 2.0mm 之间。
前牙唇面的磨除量决定了瓷层的厚度,对美观影响最大,一般在1.5mm 左右。同时因修复体种类的不同、被预备牙唇舌径的大小,以及预备牙在牙弓中的位置而略有差异。
为了准确起见,牙体预备前均宜先作出深度指示沟。
用846-016-7ML 在切端作3 个深度指示沟(下切牙可作2 个)。
在唇面沿切端指示沟往龈向,将唇面分成切1/2 与龈1/2 两个面,各作3个或2个深度指示沟。
第二步 切缘磨除与唇面制备

不用换钻针,仍用846 - 016 - 7ML 按深度指示沟指示的深度将切缘磨除。接着顺应唇面外形,按深度指示沟磨除唇面的牙体组织,边缘肩台的宽度、位置及外形也初步形成。
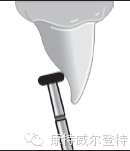
第三步 邻面制备

换钻针,用859 - 012 - 10ML 片切邻面,邻面的磨除不可伤及邻牙。去除倒凹,两邻面间尽可能平行,同时注意髓角的位置情况。倒凹大者,邻面边缘可位于龈上作刃状边缘;倒凹小者,邻面边缘可位于龈下,在不露髓的前提下肩台宽度可达0.5mm。
第四步 舌窝制备
换钻针,用909 - 040 - 1.5ML 均匀磨除舌窝处牙体组织。磨除量取决于设计形式,金瓷结合线若偏切缘,此处不包瓷,磨除0.7mm 即可;金瓷结合线若偏龈方,此处磨除1.3mm。
第五步 磨出舌隆窝下轴壁

换钻针,用881 - 012 - 8ML 制备舌隆窝下轴壁,使之与唇面龈1/2 轴壁接近平行。尤其在上前牙,此壁为抵抗旋转脱位、提高固位力的关键轴面。此处边缘肩台的宽窄不重要,宽度大小取决于与轴壁为获得平行度的制备量。检查唇、舌、近、远中轴壁是否形成一个就位道,对倒凹处作修整。
第六步 修整边缘

仍用881 - 012 - 8ML将舌侧边缘与邻面边缘光滑地连续起来,去除悬釉及悬牙骨质。肩台无论宽窄,与根面的交角≥ 90°为宜;换钻针,用839 - 010 - ML修整唇侧肩台边缘,此处对美观影响较大,肩台的宽度、形状、在龈沟内的深度,要按设计仔细修整完成并与邻面边缘相连接。
第七步 光滑轴面,圆钝点线角

换钻针,用856 - 016 - 8F 将边缘以上轴壁的粗糙纹理磨平,并将点线角作稍许圆钝处理,这样有利于获得更精确的印模。
前牙冠/ 桥牙体预备即告完成
后牙冠/ 桥牙体预备步骤
第一步 牙各面制备

用880 - 014 - 6MLX 先作出深度指示沟,在颊尖内斜面与舌尖内斜面各作3 条,如磨牙近远中径较大可作5-6 条,而后根据牙冠面的牙尖与斜面外形磨除指示沟之间的牙体组织。检查对颌牙之间的间隙,力求空隙均匀, 面磨除量在2mm 左右(铸造冠1-1.5mm)。
不用换钻针,磨除上颌尖、下颌颊尖的外斜面,使面磨除后支持尖的位置在颊舌向的原位置上。如有轻度错,可调整至对颌中央沟位置。
第二步 颊舌面制备
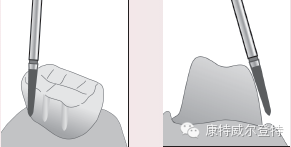
换钻针,用878K - 016 - 8ML 在颊面作出深度指示沟,而后磨除指示沟之间的牙体组织。颊面磨除量在1.5mm 左右,边缘的位置与肩台宽度也初步形成。
磨除舌侧的倒凹,制备舌侧轴壁并与颊面轴壁形成共同就位道。舌侧边缘一般以刃状边缘为宜,可保留更多的牙体组织。(铸造冠如作刃状边缘,颊舌侧釉质去除倒凹、形成共同就位道即可)。
第三步 邻面制备
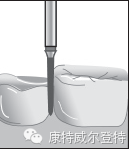
换钻针,用878K - 010 - 8ML 片切邻接面。不要伤及邻牙,并使近远中邻面与颊舌面形成共同就位道,边缘需与颊舌侧边缘平滑相连。磨除量取决于邻面的倒凹大小及边缘位置外,还与邻接牙有关。牙体组织与瓷邻接,此时磨除量不宜小于1.5mm;金属与金属邻接,磨除量不宜小于1mm;瓷与瓷邻接也需1.5mm间隙。
第四步 修整轴面与边缘

换钻针,用878K - 016 - 8F 修整四个轴壁的共同就位道,磨平粗糙纹理,圆钝线角,使四周肩台更加光滑、平整。颊面肩台换用839 - 010 - ML 进行修整,使之均匀、平整、光滑。
第五步 修整牙各面

换钻针,用368 - 023 - 5F 修整牙各面,圆钝面线角,略内收上颌颊尖与下颌颊尖,磨平粗糙纹理。
后牙冠/ 桥牙体预备即告完成